
无论您是初次接触还是已经熟悉,我们的冷拔管【42crmo精密钢管】专业生产N年产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:冷拔管【42crmo精密钢管】专业生产N年的图文介绍


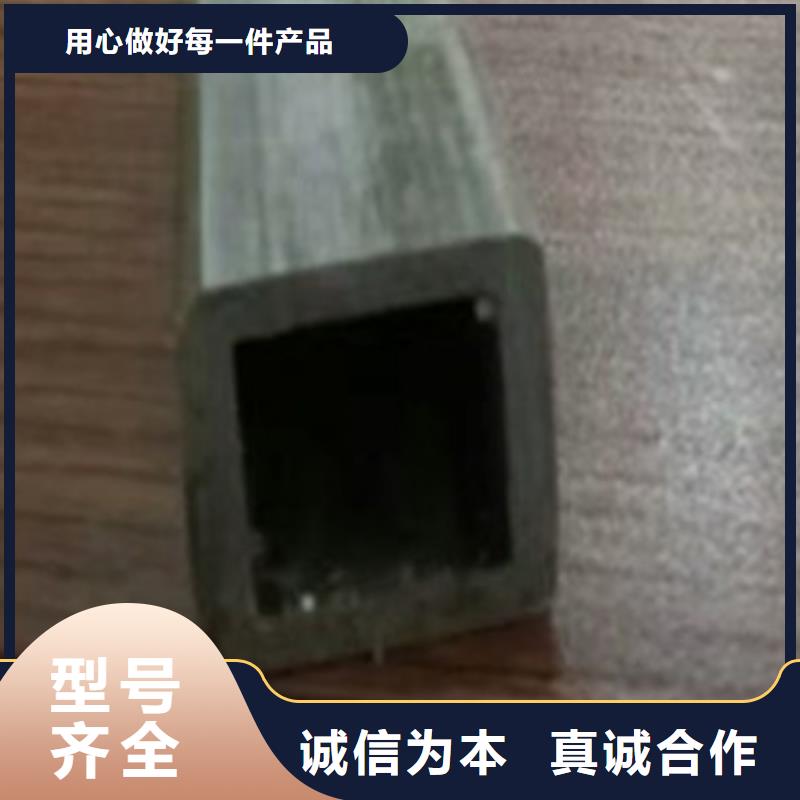
冷拔钢管是钢管的一种,即其按生产工艺的不同分类的一种,区别于热轧(扩)管。在毛管坯或原料管扩径的过程中通过多道次的冷拔加工而成,通常在0.5~100T的单链式或双链式冷拔机上进行。冷轧(拨)钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、机械加工管、厚壁管、小口径加内模冷拔管其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。冷拔钢管其外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm尺寸,精度以及表面质量均明显优于热轧(扩)管,但受工艺制约,其口径以及长度均受到一定限制。
冷拔加工钢管正是发生了加工硬化。冷拔时金属发生塑性变形,晶体内部有多个滑移系启动,位错运动彼此拦截,许多位错被钉扎住,造成位错塞积,同时位错源停止动作。上述一系列过程导致了位错的可动性降低,晶体中的位错密度显著增加。当塑性变形进一步发生,应力增加并足以使钉扎的位错开始运动,螺位错交滑移,刃位错不能交滑移,这样发生位错交截,使不动阶数增加。
所以,通过冷拔加工金属内部位错密度增加,位错可动性降低,既难于产生位错又难于移动位错,因而金属材料硬度、强度提高。这就是冷拔加工的金属学原理。
力学原理
冷拔时钢管在力的作用下通过一定形状、尺寸的模具,发生塑性变形。目前,在生产中的拔制方法大致可分成3种:缩径拔管、减外壁拔管和减内壁拔管,冷拔时,钢管在拉拔力、正压力和摩擦力的作用下,发生相应的变形,大都经过缩径、减壁和定径3个阶段,而且变形区内部产生相应的应力,其中轴向为拉应力,径向和周向为压应力,拔管过程中金属处于一向拉和两向压应力状态,这是冷拔管变形过程的基本力学特征。
冷拔加工钢管正是发生了加工硬化。冷拔时金属发生塑性变形,晶体内部有多个滑移系启动,位错运动彼此拦截,许多位错被钉扎住,造成位错塞积,同时位错源停止动作。上述一系列过程导致了位错的可动性降低,晶体中的位错密度显著增加。当塑性变形进一步发生,应力增加并足以使钉扎的位错开始运动,螺位错交滑移,刃位错不能交滑移,这样发生位错交截,使不动阶数增加。
所以,通过冷拔加工金属内部位错密度增加,位错可动性降低,既难于产生位错又难于移动位错,因而金属材料硬度、强度提高。这就是冷拔加工的金属学原理。
力学原理
冷拔时钢管在力的作用下通过一定形状、尺寸的模具,发生塑性变形。目前,在生产中的拔制方法大致可分成3种:缩径拔管、减外壁拔管和减内壁拔管,冷拔时,钢管在拉拔力、正压力和摩擦力的作用下,发生相应的变形,大都经过缩径、减壁和定径3个阶段,而且变形区内部产生相应的应力,其中轴向为拉应力,径向和周向为压应力,拔管过程中金属处于一向拉和两向压应力状态,这是冷拔管变形过程的基本力学特征。



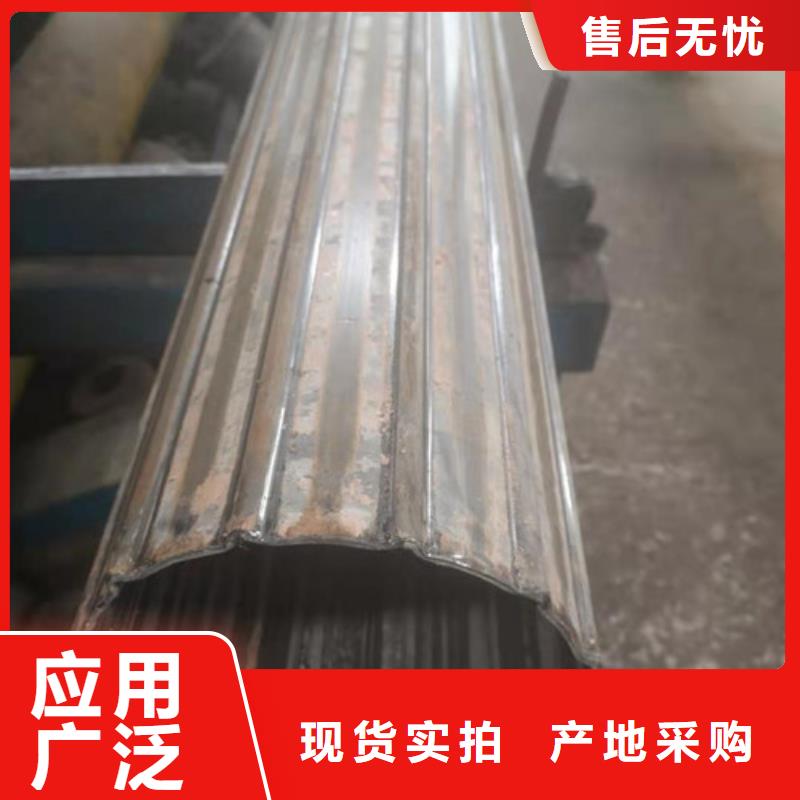
冷拔管在进行操作的时候是根据它的具体的应用而进行不断地去设计的,冷拔管而言 的好处就是能够根据自身的特征和常见的基本的性能进行不断地去提升冷拔管的使用的特点的。冷拔管在进行操作的时候要用到打孔的,打孔的话就是在冷拔管的表面进行穿透,打一个个的小孔,这样的话对于冷拔管来说就可以使用它在管道和工程领域就能够派上用场了。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。


崇左精拉管业有限公司坚持“低成本、高质量,一切为用户”的经营理念,秉承“为用户服务无止境”的服务信念,充分顾及 精拉无缝钢管用户的利益和需要,想用户所想、急用户所急,为用户的 精拉无缝钢管正常使用做好我们的服务工作,赢得了广大用户的信任和支持。



没有管道系统的支持,那么这些东西,都不会轻易的使用到。虽然管道系统,为运输的行业,带来了很大的支持。不过在过去,因为管道的问题,也是为运输行业,带来了不小的麻烦。因为在以前,运输行业所使用的管道,只是普通的钢管。这种钢管在性能方面,就不是那么的优秀,而且还有着一个,非常严重的缺点,那就是很容易生锈。一旦要是管道生锈了,这不仅仅会引发,自来水的重金属含量超标,让饮用的人畜,出现重金属中毒的问题;而且这也会带来,一定的经济损失,毕竟更换这些管道,所需要的花费可不小。
这样的一种情况,一直持续到了,精密无缝钢管的出现,才被彻底的解决。甚至可以说,精密无缝钢管促进了,运输行业的发展。因为精密无缝钢管,自身的使用性能,就是十分的优秀。而且精密无缝钢管,对于管道的抗氧化性能,也是十分的重视。在制作精密无缝钢管的过程中,就加入了一些抗氧化的处理。这使得精密无缝钢管,即使长时间与水接触,也不会轻易的生锈。这然运输行业,再也不用为了,延长管道的使用寿命,而花费大量的财力与物理,对管道进行维护了。而使用寿命的增加,也减少了运输行业,前期投入的成本。
这样的一种情况,一直持续到了,精密无缝钢管的出现,才被彻底的解决。甚至可以说,精密无缝钢管促进了,运输行业的发展。因为精密无缝钢管,自身的使用性能,就是十分的优秀。而且精密无缝钢管,对于管道的抗氧化性能,也是十分的重视。在制作精密无缝钢管的过程中,就加入了一些抗氧化的处理。这使得精密无缝钢管,即使长时间与水接触,也不会轻易的生锈。这然运输行业,再也不用为了,延长管道的使用寿命,而花费大量的财力与物理,对管道进行维护了。而使用寿命的增加,也减少了运输行业,前期投入的成本。


冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位最小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位最小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。



